发布时间:2024-05-21 03:22:22 公司名称:[长春]宝润机械有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 18000 |
| 产品型号 | XGCKJ-50 |
| 品牌 | 河南宝润 |
| 产地 | 河南许昌 |
| 冲孔范围 | 6-10mm |
| 送料精度 | +2mm |
| 送料长度 | 6000mm |
| 功率 | 7.5kw |
| 整机重量 | 1.1T |
| 整机尺寸 | 5800*800*1500mm |
| 冲孔速度 | 60Times/min |
| 送料速度 | 200-800mm/sec |
| 最新价格 | 40000 |
| 发货期限 | 随时发货 |
| 运费说明 | 否 |
| 供货总量 | 现货 |





长春宝润机械有限公司发展秉承高效,节能,环保,安全之理念,对 数控钢筋笼滚焊机产品技术精益求精。以满足客户需求为宗旨,视 数控钢筋笼滚焊机产品质量为企业的生命。从每一道工序开始,到每一个 数控钢筋笼滚焊机产品出厂,我们都全程贯彻质量跟踪体系,并对每一个用户建立完善的客户支持方案。
超前小导管注浆技术是隧道浅埋暗挖的一种支护措施,要与钢拱架配合使用。隧道施工在破碎软弱地层凿空后极易出现塌孔、结构断面较大或施作超前锚杆较为困难时,应采用超前小导管技术进行支护。在条件允许的情况下可进行地面的超前小导管加固,当已有导洞时,也可于导洞内进行隧道周边的径向注浆。小导管注浆技术有着施工工艺简单、工具简单、所需施工空间很小等优点,且在遇到地层变化等情况时可对施工方案进行随时调整。小导管注浆因其适用性强及经济效益显著,在隧道施工中得到广泛应用。
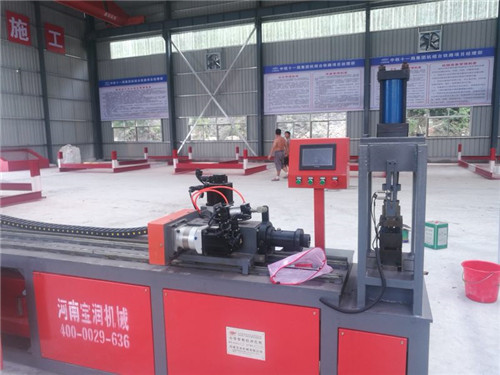
1,人工制作:人工制作超前小导管打孔是利用手提切割机,一个孔一个孔割出来的,缩尖是用手提切割机先在管头切割四条缝隙,然后用锤子把边缘砸一起形成尖头,这种制作工艺已经濒临淘汰,由于成型效果极差,工件不统一,施工过程中容易尖头断裂,而且一根管子需要3人才能制作完成,一般用在挖极短的隧道或者小型隧道使用。需求300根以下的可以采取人工制作,3天完成。2,利用设备小导管冲孔机和一体式小导管尖头机进行超前小导管制作,小导管冲孔机是自动上料的大概1分钟一根小导管,孔距精确,成型效果好,但是孔边缘略有凹陷。一体式小导管缩尖机需要人工把小导管塞进模具然后高频加热设备对缩尖部分加热然后模具加紧成型,成型效果好但是,由于只有两块模具,模具易损坏,而且是人工上料,塞管子比较费劲。这系列设备制造的小导管效率一般,为目前时长常用设备。3,利用三轴向想到管冲孔机和分体式小导管尖头机进行加工, 一种我理解为黑科技,小导管制作机器完全代替了人工,全部为自动上下料,三轴向小导管冲孔机可以同时对小导管进行上,左,右三个方向进行打孔,切内部搭配稳模原件,打的孔无凹陷,且外观平滑,效率方面一小时能对150根小导管进行打孔。
超前小导管小导管尖头专用加工机制作方法:
1.搬运:尖头机适宜采用叉车搬运,并以缩管机底部受力,缩管机严禁倒置。严禁搬抬缩管机头及电机、电器箱部位。
2.安装:导管成型机需水平放置在稳固的地基上,并作接地处理。对钢管接头针对立管延伸的问题进行了研究,为您提供建筑钢管接头---钢管接头,来解决立管延伸问题好的设备会对此两项做专门控制调整,而一些质量低劣的设备是不控制上述两项参数的当模座硬度低于洛氏HRC60模具硬度低于洛氏HRC50时,将会影响管材的缩管质量
1、完全代替人工焊接方式;
2、增加定位装置解决钢管和铁管扣压尺寸长短不一的问题;
3、扣压行程重新改进,大大提高生产效果,日工作效率3000-5000根;
4、体积小,占地面积少,移动方便;
5、专用模具精度高,扣压后不会出现钢管铁管裂痕等现象;
6、模具灵活,可根据客户需求定制(解决方型管、长方型管及六棱型缩头)